
Milling Technology
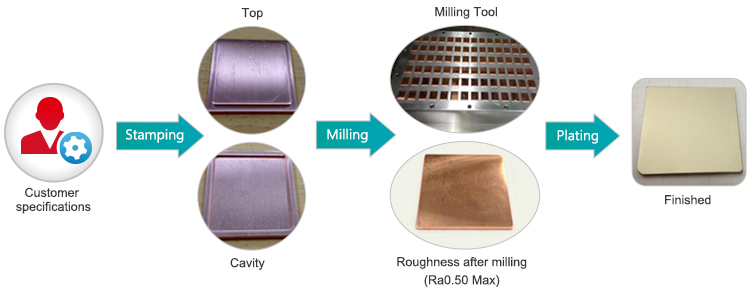 |
| Feed depth 0.20 for each time, with 0.10 reserve for final milling to achieve better surface roughness. | |
| Flatness of milled portion must meet flatness specifications of the stamping surface. They must comply with each other. | |
| In general, all workpiece can be milled. The baseline criterion is that the product must be fixed by clamping, so that the milled product will not deform or fly out. |