铣削技术
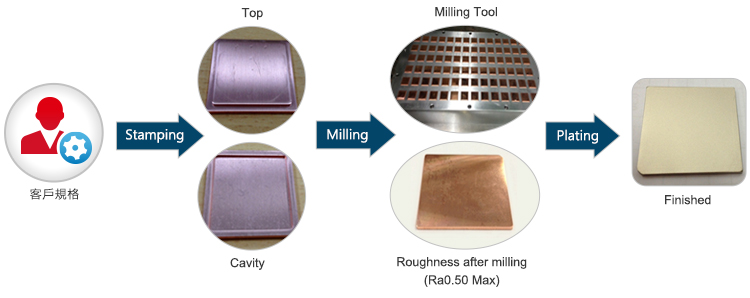 |
| 每次进给铣削深度0.20,最后精修需留0.10以上铣削出表面粗糙度效果较佳。 | |
| 铣削出的平面度,需搭配冲压出的平面度规格,两者的搭配是相关联的。 | |
| 原则上都可以铣削,但是基本上先决条件是成品要可以固定夹持的,经铣削后成品不会变形、飞出等问题点。 |

|
| 每次进给铣削深度0.20,最后精修需留0.10以上铣削出表面粗糙度效果较佳。 | |
| 铣削出的平面度,需搭配冲压出的平面度规格,两者的搭配是相关联的。 | |
| 原则上都可以铣削,但是基本上先决条件是成品要可以固定夹持的,经铣削后成品不会变形、飞出等问题点。 |